
Magnesium Oxide Crucibles and shapes were only available to the U.S. Government for several decades following their development at Los Alamos National Lab in support of the Manhattan Project in the early 1940’s. Commercial availability began in the late 1970’s, and TATEHO OZARK has met all industrial requirements since our founding in 1986.
We have many sizes available from stock. Discounts are quoted for quantity orders on request. Please contact us for prices.
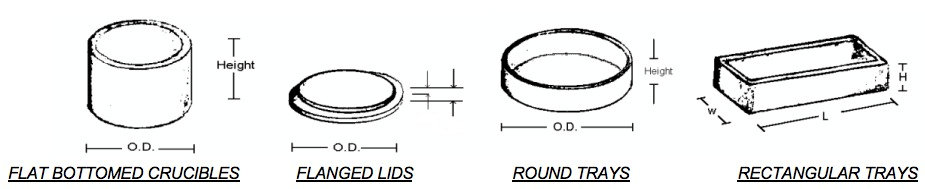
FLAT BOTTOMED CRUCIBLES
| Item Name | Diameter (in) | Height (in) | Solid Volume (cc) | Weight (gms) | Interior Vol. (cc) |
|---|---|---|---|---|---|
| SC02402 | 0.24 | 0.20 | 0.07 | 0.3 | 0.05 |
| SC04008 | 0.40 | 0.79 | 0.9 | 4 | 0.5 |
| SC05010 | 0.50 | 1.00 | 2 | 8 | 1 |
| SC07116 | 0.71 | 1.57 | 5 | 18 | 5 |
| SC07510 | 0.75 | 1.00 | 3 | 13 | 4 |
| SC10010 | 1.00 | 1.00 | 4 | 19 | 7 |
| SC10012 | 1.00 | 1.25 | 5 | 23 | 9 |
| SC10030 | 1.00 | 3.00 | 13 | 51 | 24 |
| SC12512 | 1.25 | 1.25 | 8 | 36 | 15 |
| SC12520 | 1.25 | 2.00 | 13 | 54 | 25 |
| SC12525 | 1.25 | 2.50 | 17 | 66 | 31 |
| SC12560 | 1.25 | 6.00 | 41 | 150 | 77 |
| SC15020 | 1.50 | 2.00 | 16 | 67 | 38 |
| SC15030 | 1.50 | 3.00 | 25 | 97 | 59 |
| SC17525 | 1.75 | 2.50 | 24 | 99 | 70 |
| SC17535 | 1.75 | 3.50 | 34 | 134 | 99 |
| SC20020 | 2.00 | 2.00 | 22 | 97 | 75 |
| SC20035 | 2.00 | 3.50 | 39 | 157 | 135 |
| SC20050 | 2.00 | 5.00 | 57 | 217 | 195 |
| SC20060 | 2.00 | 6.00 | 68 | 257 | 234 |
| SC22535 | 2.25 | 3.50 | 44 | 180 | 176 |
| SC25030 | 2.50 | 3.00 | 42 | 179 | 189 |
| SC25055 | 2.50 | 5.50 | 79 | 306 | 354 |
| SC27535 | 2.75 | 3.50 | 63 | 265 | 264 |
| SC30030 | 3.00 | 3.00 | 59 | 259 | 272 |
| SC30040 | 3.00 | 4.00 | 80 | 330 | 368 |
| SC30057 | 3.00 | 5.75 | 116 | 455 | 534 |
| SC35060 | 3.50 | 6.00 | 142 | 566 | 782 |
| SC40045 | 4.00 | 4.50 | 121 | 518 | 777 |
| SC40060 | 4.00 | 6.00 | 163 | 662 | 1044 |
| SC45060 | 4.50 | 6.00 | 184 | 761 | 1343 |
| SC50050 | 5.00 | 5.00 | 170 | 743 | 1394 |
| SC50080 | 5.00 | 8.00 | 275 | 1105 | 2254 |
ROUND TRAYS
| Item Name | Diameter | Height | Solid Volume (cc) | Weight (gms) | Interior Vol. (cc) |
|---|---|---|---|---|---|
| SR1005 | 1.00 | 0.50 | 2 | 11 | 3 |
| SR2005 | 2.00 | 0.50 | 4 | 37 | 15 |
| SR2010 | 2.00 | 1.00 | 10 | 57 | 35 |
| SR3005 | 3.00 | 0.50 | 7 | 82 | 34 |
| SR3010 | 3.00 | 1.00 | 18 | 117 | 82 |
| SR4005 | 4.00 | 0.50 | 10 | 134 | 64 |
| SR4010 | 4.00 | 1.00 | 24 | 182 | 153 |
| SR6010 | 6.00 | 1.00 | 40 | 395 | 349 |
| SR6012 | 6.00 | 1.25 | 52 | 437 | 453 |
RECTANGULAR TRAYS
| Item Name | Width | Length | Height | Solid Volume (cc) | Weight (gms) |
|---|---|---|---|---|---|
| ST104005 | 1.00 | 4.00 | 0.50 | 12.8 | 44 |
| ST106005 | 1.00 | 6.00 | 0.50 | 18.7 | 65 |
| ST202005 | 2.00 | 2.00 | 0.50 | 13.5 | 47 |
| ST203005 | 2.00 | 3.00 | 0.50 | 21.6 | 74 |
| ST204005 | 2.00 | 4.00 | 0.50 | 27.8 | 96 |
| ST254005 | 2.50 | 4.00 | 0.50 | 33.2 | 115 |
| ST254010 | 2.50 | 4.00 | 1.00 | 47.5 | 164 |
| ST256010 | 2.50 | 6.00 | 1.00 | 66.8 | 231 |
| ST306010 | 3.00 | 6.00 | 1.00 | 75.7 | 261 |
| ST356010 | 3.50 | 6.00 | 1.00 | 95.5 | 329 |
| ST404010 | 4.00 | 4.00 | 1.00 | 67.2 | 232 |
| ST406010 | 4.00 | 6.00 | 1.00 | 105.6 | 364 |
FLANGED LIDS
| Item Name | Diameter | Height | Solid Volume (cc) | Weight (gms) |
|---|---|---|---|---|
| SF100 | 1.00 | 0.2 | 3 | 10 |
| SF125 | 1.25 | 0.2 | 4 | 14 |
| SF150 | 1.50 | 0.2 | 6 | 21 |
| SF200 | 2.00 | 0.2 | 10 | 35 |
| SF250 | 2.50 | 0.2 | 16 | 55 |
| SF300 | 3.00 | 0.2 | 23 | 79 |
| SF400 | 4.00 | 0.2 | 41 | 141 |
| SF450 | 4.50 | 0.2 | 52 | 179 |
| SF500 | 5.00 | 0.2 | 64 | 221 |
| SF700 | 7.00 | 0.2 | 126 | 435 |
Standard High Density MgO Cast Shapes
These components have been selected as standard sizes for the convenience of our customers. Other sizes and shapes may be in open stock, and any requirements will be quoted on a custom basis. Delivery may not be from open stock. Please contact us for lead times.
All dimensions are outside dimensions and may vary +/- 5%. Volumes are in cc’s and are only approximate because the wall thickness may vary considerably. Nominal wall is lesser of 5% of diameter or .125 inch. Some warping and sidewall distortion is normal for MgO, especially rectangular shapes. Nominally flat surfaces may be slightly convex or concave. All tray Heights are hand finished and may vary by 25%.
Advantages
- Better chemical resistance than alumina in certain applications
- Proven alternative to alumina in testing of slags
- Use temperatures up to +2200 C in specific environments
Uses
- Molten Metal Alloy Processing
- Viable alternative to Al2O3 based ceramics
- Compatible with nickel-based alloys
- Proven performance with plutonium/uranium refining
- High Temp Ceramic Superconductor Materials
- Resistant to attack
- Non-contaminating to 1, 2, 3 materials
- Perovskite structure compatibility
- Piezoelectric Materials Processing
- Resistant to lead based materials
- Helps maintain lead content in PLZT
Design Guides
ABOUT Slip Casting
Every part must begin with an aluminum master pattern (positive) of the same shape, but enlarged dimensionally to compensate for process shrinkage. Plaster molds (negatives) are pulled from the master. Multiple molds are needed for each casting run.
Many patterns and molds are available. Custom shapes will require set-up charges and sufficient lead time for mold master and mold production. The green parts require drying time, trimming to length, and firing to produce the finished product.
SHAPE
High Quality MgO Ceramic shapes are made by slip casting. Slip casting is suitable for production of hollow shapes with uniform wall thickness and an opening to the interior. This is ideal for shapes such as crucibles, trays, boats, etc. There should be no re-entrant angles along the longitudinal cross section of the part (such as Ell-shapes, Crosses, etc.).
Slip casting will produce a variety of shapes as indicated above. Surface finish does not approximate that of machined surfaces. Nominally flat surfaces, such as lids, crucible and tray bottoms, and plates will be concave or convex after firing. If precision dimensions or flat surfaces are required, additional wet diamond machining is required, and many limitations apply.
SIZE
The normal fabrication range is for diameters less than 6 inches and lengths less than 12 inches. Larger parts can be made upon request, at some sacrifice in cost and dimensional control. Please inquire for further information.
The nominal wall thickness for most shapes is 0.125” (or 3mm), and the maximum thickness available is limited to 0.16 inch (4mm). The wall thickness must be uniform throughout the part.
TOLERANCES
Unless tighter tolerances are specified, dimensional tolerances for diameters, heights, and lateral dimensions are 0.125 inch or 5%, whichever is less. The nominal wall thickness for standard crucibles varies with the crucible diameter from 0.10″ to 0.16″. Minimum wall thickness available is approximately 0.060″ on small crucibles. Maximum wall thickness that can be produced is approximately 0.20″. These tolerances apply to nominal dimensions only, and do not apply to out of round conditions or distortions. Please consult us if dimensional constraints are important so that the tolerances and inspection methods may be clarified. Other visual inspection criteria will be supplied on request.
DENSITY
Slip cast crucibles exhibit fine grained microstructure and low open porosity. The bulk density is typically a minimum of 3.40 – 3.45 gm/cc, or 92-94% of theoretical. Open porosity is less than 1%. The high density body contains 2% yttrium oxide (Y2O3) content as a sintering aid in direct substitution for MgO content.
PURITY
All slip cast products are manufactured from high purity fused magnesium oxide grain. A direct substitution of up to 2% Y2O3 is made at the expense of MgO. The Y2O3 promotes sintering and is totally inert and equivalent to MgO in all applications. TYPICAL ANALYSIS BELOW:
| MgO + Y2O3 | 98.5% |
| CaO | 0.5% |
| SiO2 | 0.1% |
| Al2O3 | 0.55% |
| Fe2O3 | 0.06% |
| B2O3 | <0.002% |
STRENGTH
Fired MgO parts have reasonably good mechanical strength, but are susceptible to thermal shock. Uniform heating and cooling conditions are necessary to avoid thermal shock damage. Maximum heating and cooling rates of 200 C per hour are recommended and thermal gradients should be avoided. If being used at temperatures above about 1200 C, creep strength limitations should also be provided for. Please consult us with any questions concerning physical properties.